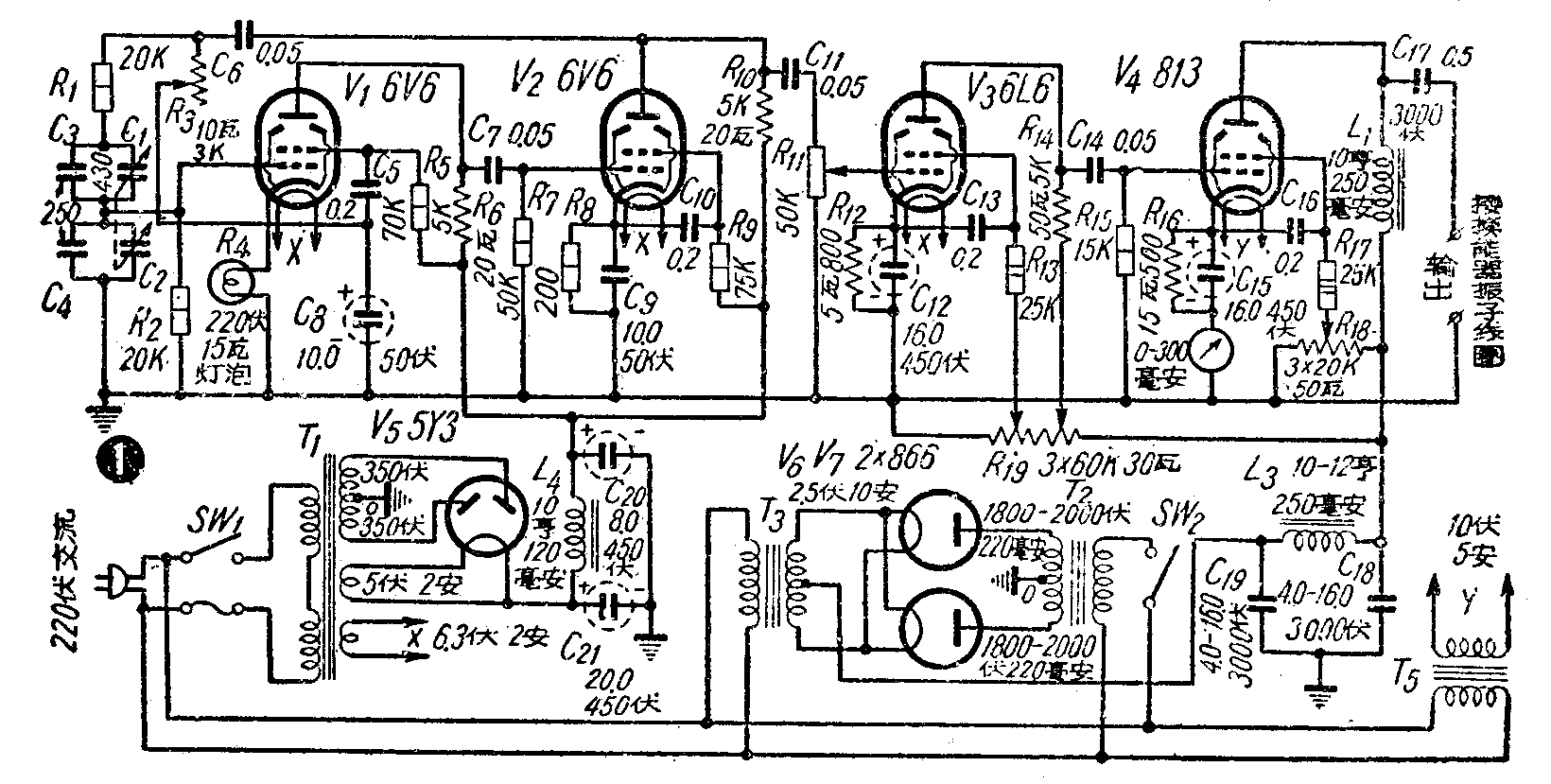
这架机器的设计主要是用来切割白钢刀和钻拉丝模子用的,因工件较厚,要求机器的输出功率较大,故采用2只6V6作阻容振荡器(振荡频率23-25千周),6L6作激励级,推动8i3作功率放大。在正常状况下,输出约100瓦。线路见图1。
本机在电路方面,比较简单,对于无线电设备的装置稍有经验的读者,装起来并不困难,但对于换能器,比较费事,下面着重谈一下这部分的置作。
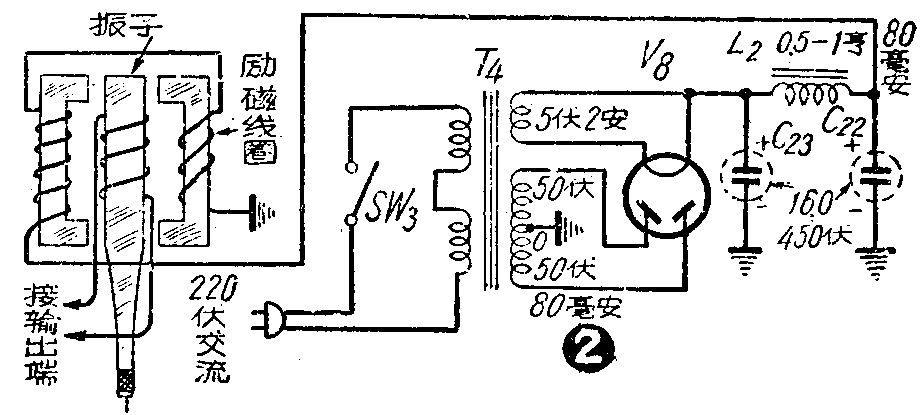
换能器包括振子、振子线圈、励磁铁芯、励磁线圈以及励磁用直流电源等等,见图2。
换能器的制作 1、振子,这是一块30公厘见方长120公厘的镍块,找不到镍块时,可用镍片叠到相当厚度。两端用银焊焊牢代替;如连镍片也找不到,可用70%的纯铁和30%的纯铝自行冶炼,方法是先将纯铁放入坩锅熔成液态时加入铝,约30秒钟后洗浇入铸模,待冷却后敲开一块检查内部有无细粗结晶;如无,须换料重炼,缩短加铝后浇注时间。
制成后的镍块或镍片要放在850℃的电炉内加热8小时,冷却后再在500℃的高温下老化,然后每分钟降温5℃到室温为止。
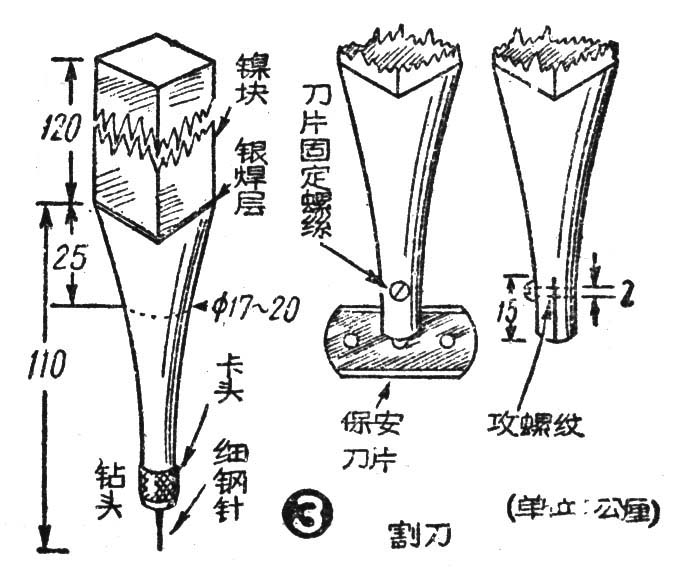
连接在镍块下端的是工作锥和工作刀,用黄铜车成,具体尺寸见图3。工作锥(刀)的中心一定要和镍块的中心在一条直线上,否则恐不易起振。
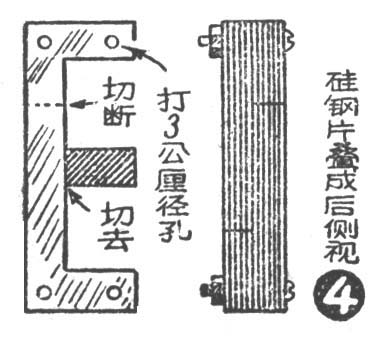
2、励磁铁芯,可取用—般电源变压器的硅钢片,在每一片的四角开一个小螺孔,把片上原来的中心腿截去,并切成两段(图4),以便插入线圈。
3.振子线圈,用青壳纸做一线圈框,分3格,每一格内用中规0.5公厘漆包线绕400圈左右,共约1200-1300圈。
4.励磁线圈,共2个。也用青壳纸做线圈框,每个线圈框上用0.45-0.56号漆包线绕1300圈,每层线圈间用腊纸绝缘。
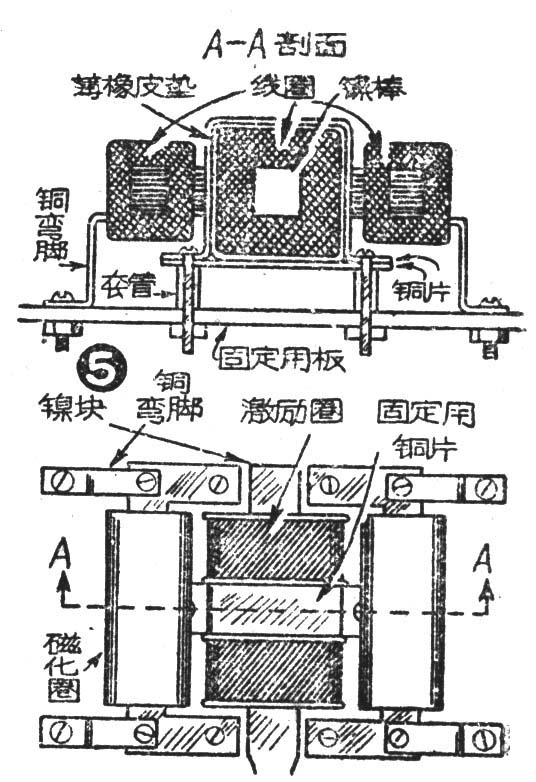
换能器的安装 线圈绕好后,把硅钢片对镶嵌入线圈,硅钢片腿部的小孔用铜螺钉穿入后加螺帽旋紧,不让它工作时振动。然后用4只厚1—1.5公厘的铜弯脚把两组硅钢片固定在一块底板上;振子紧紧的套入线圈后,放在两组硅钢片的中间,也用铜片做一夹子,把线圈夹牢后固定在底板上(图5)。振子和硅钢片脚不要相碰,但愈近愈好。为了使振子能上下振动,振子线圈和铜片间可垫一层适当厚度的检橡皮条,自行车内胎很适用。全部装好后,在外面加一金属罩作为安全措施。
由于这部分另件比较重,固定用底板最好用较厚的金属板(约3公厘以上);另外,为了让振子能直立起来工作,在底板反面用金属条做一个Ω形夹具、夹牢在一根金属棍上,棍的下端可用铁块做一座脚。最好用话筒架子,这样可自由地调整振子的高度,以适合加工工件。
调整和测试 全机制成后,接上换能器,开启机器约20分钟,当旋动可变电容器C\(_{1}\)、C2到某一点时,可听到一种尖锐的嘶嘶声,这时如用了氖管靠近换能器,大约还离开60-70公厘,氖管应发光,再调整R\(_{3}\)和R13至嘶嘶声最尖锐,即最佳工作点。调整R\(_{3}\)和R13时应注意不让813和6V6屏极发红。
各电子管在正常负荷下,实际测得的数据如表:
使用方法 钻孔时,将钻头轻压在工件的钻孔处,滴上含有细金刚砂的水滴,以白钢而论,钻一个直径1公厘孔,4分钟钻深1公厘,孔壁光洁度极高,但主要还是看工件性质而定。切割白钢刀时,把工具用夹具固定后放入一盛满水的金属盘,水中放有浮悬状态的细金刚砂,工作时只要将刀具轻轻与工件接触,即开始割刀。(范辛风)