最近我做了一架超声波换能器,并作了一些简单的超声波应用试验,觉得很有趣。现在把它写在下面,以供大家参考。
超声波换能器实际上由一部超声波振荡器和一个“振子”所组成。当振子线圈(图1)里放入各种长度不同的磁性材料,像镍棒或镍片后,只要它们的自然频率和振荡器产生的振频取得一致,就可得到共振,使它们随着振荡频率伸缩振动,把电振动变换成机械振动。
制作超声频换能器的关键
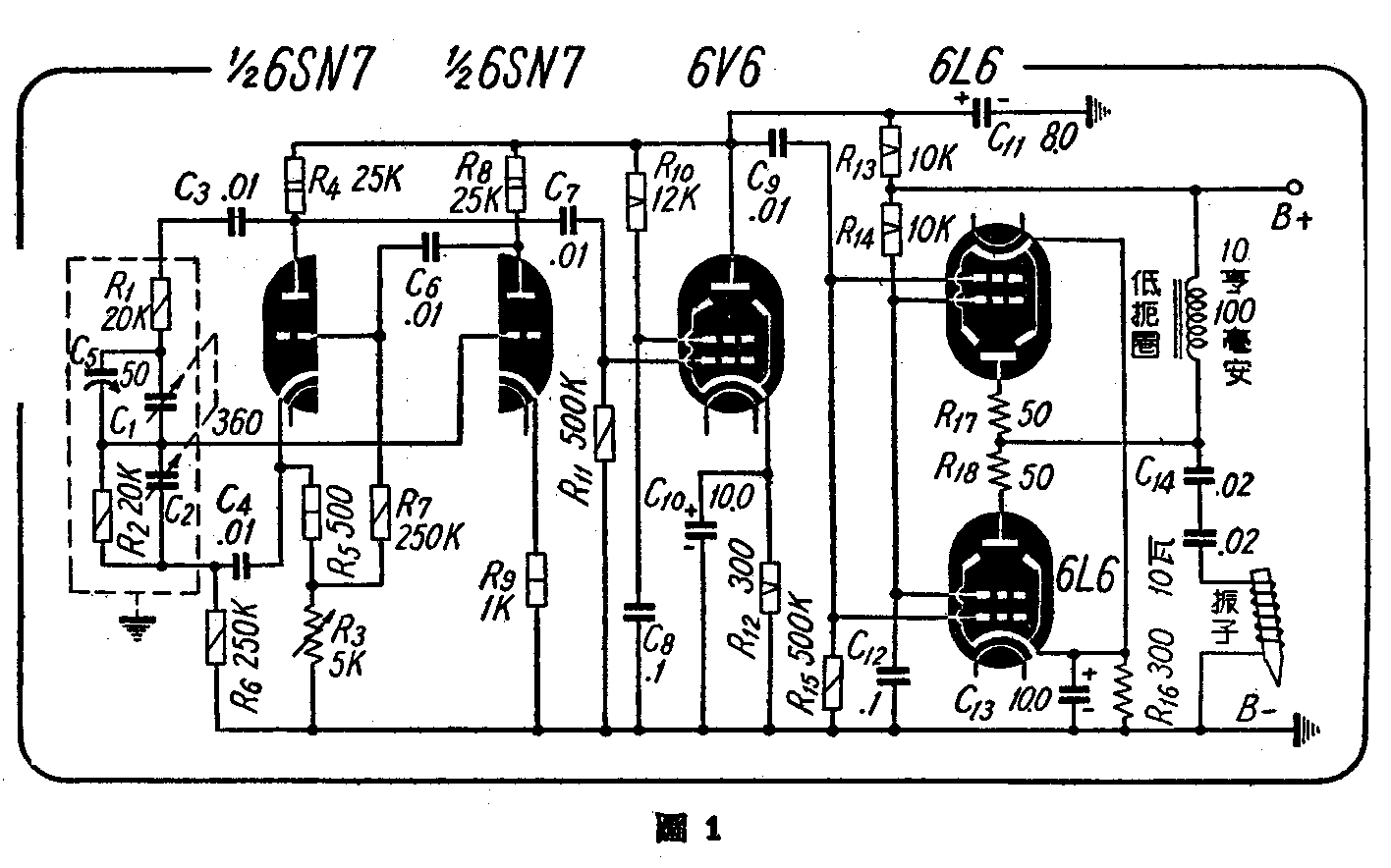
这部机器用6SN7作阻容振荡器,6V6作第一级放大,两只6L6并联作第二级放大,目的是想使输出功率较大。调节电位器R\(_{3}\)可以得到振荡最好的一点,调节双连电容器C1、C\(_{2}\)可使振荡频率在15000—100000周内变动,以配合振子的自然频率。这部分的机件制作容易,也没有什么特点。但振子部分由于要求比较严格,制作不当或不够细仔,会使振子振动时的振幅过小或不起振动,可以说它是整个机件制作成败的关键。下面就这方面加以说明。
要加强振子的磁场
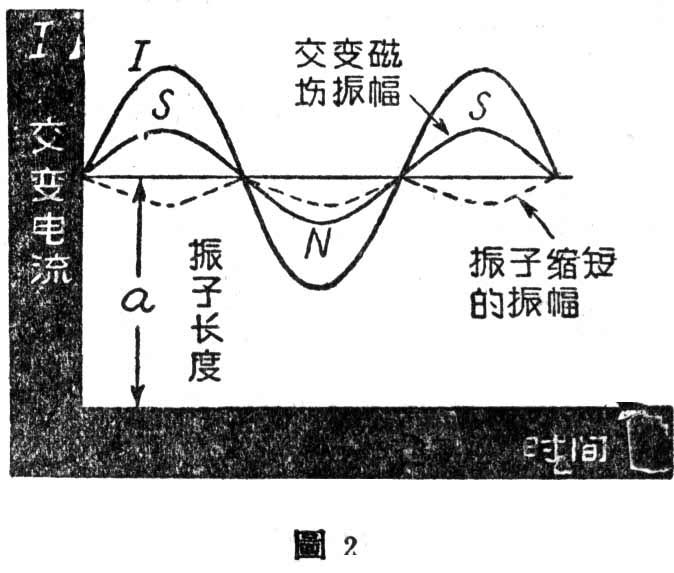
如果仅仅用一个线圈和镍棒或镍片做成振子,这样在共振时,它的振幅是不大的。因为一个交变(振荡)电流I在一个长度为a的振子上产生励磁时,它的磁场方向和大小是依交变电流作相应的变化的。镍有负的磁伸缩效应,即它在遂渐加强的磁场内,它的长度会愈形缩短,并且和所加磁场的极性无关。显然这时振子在交变电流的每一个半周便缩短一次,等于依振荡器频率的倍频振动,振幅不大(图2)。为了得到较大的振幅,一定要在振子上加一个方向不变的固定磁场,使振子磁场只能作单向强弱的变化。
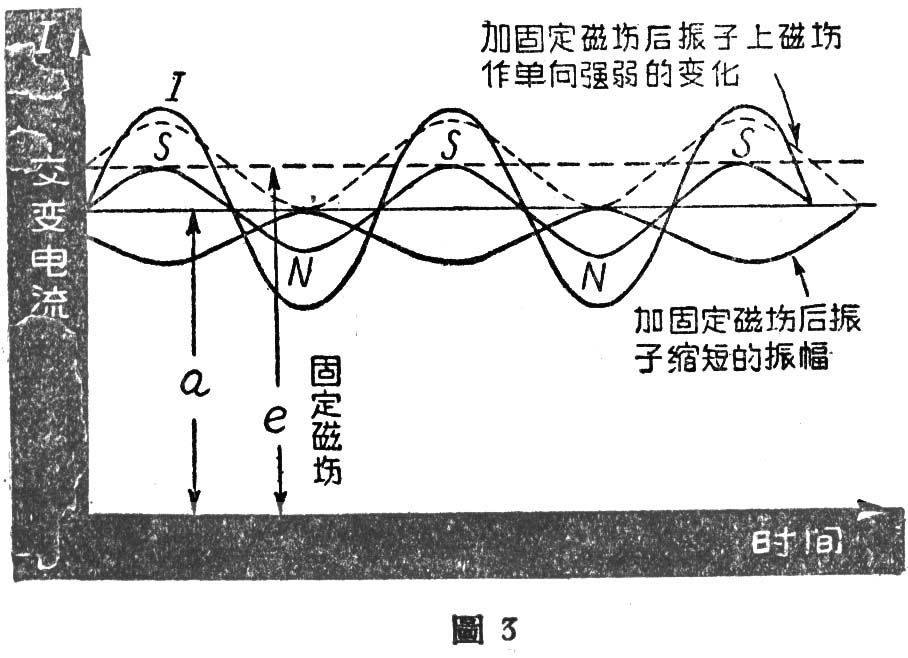
当振子加上一个方向不变而强度和交变磁场振幅相等的固定磁场后,振子上磁场的变化便如虚线曲线(图3)所示。在第一周开始的1/4周时,振子上固定磁场和交变磁场同向相加,振子上磁场达最大值;在第一个半周完成时,振子上交变磁场等于零,只剩下固定磁场;接着交变磁场向反方向逐渐增加,固定磁场和交变磁场反向相减,到达第一周的3/4周时减小到零;直到第二周开始的1/4周又增加到最大值。所以这时振子上磁场变化只有单向强弱变化,振子得到最大的振幅。这里要注意的是:不让振子达到磁饱和点,否则它的磁伸缩效应将显著减弱。所以加到振子上固定磁场的大小,一定要和交变磁场的振幅相等,并且当和交变磁场极性相同时,不超过振子的磁饱和点。
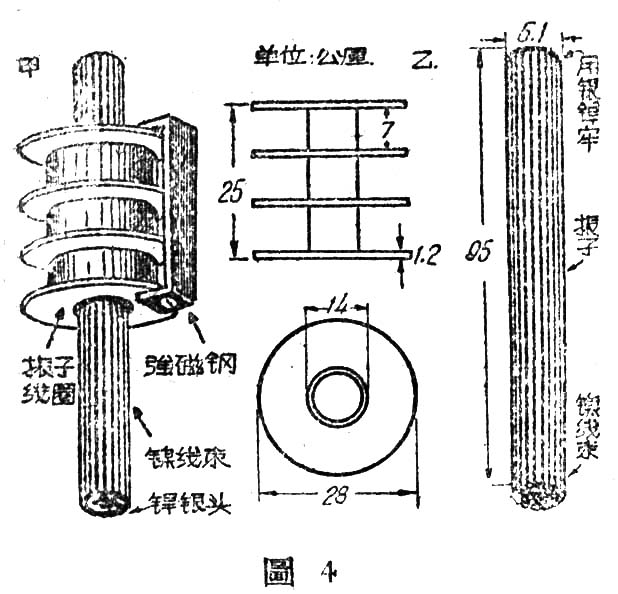
振子上所加的固定磁场,可照图4甲在线圈管上加装一块强磁铁的方法取得。调整磁铁和振子间的距离,可得到大小适当的固定磁场。
振子和振子线圈的制作
振子和振子线圈的制法见图4。由于镍棒难找,振子是用直径1.25公厘长95公厘的镍线做成,它的自然频率约在20000周左右,用20根同样直径和长度的镍线并成一束,一端用银焊焊牢。焊时要注意只能焊着镍线的表面,绝不能使银渗入镍束的里面,并且也不能使银层焊得太厚,否则要影响振子的振幅和自然频率的。镍线并成一束后,它的自然频率仍决定于每根镍线的自然频率,所以镍线要拉得平直,长度和直径也必须完全一致,才能使振子共振时,每一根镍线都起到共振,发挥最大效率。如果能找到合适的镍棒、镍片或镍管等来做振子,这部分的工作也就很简单了。
振子线圈是用中规0.28号(相当于32号)漆包线在14公厘直径的胶管上分三层绕制,共1200圈。绕好后用绝缘漆浸透烘干。
由于振子在共振时每一根镍线都起共振作用,所以不能过紧地插入线圈管中。图4乙中线圈管的内径比振子的直径略大,可用一条15公厘宽的软纸条卷在振子的中央,再把它插进线圈管,使振子在管中稍微用力时就可抽动。
实验情况
振子和振子线圈做好后,加上固定磁场,我们便可以做不少有趣的实验。当振荡器调节到使振子产生共振时,可以听到一种轻微的嘶嘶声,这时如果把手指触及振子的任一端,使会感到一种特殊的滑腻感。如果把一滴水滴到振子银焊的一端,水滴会很快的变成细雾喷散掉;如果把一个坏电灯泡,拆去里面的钨丝架,放进一些细玻璃屑(不能太多),把灯泡轻轻的放在振子的一端,灯泡内的玻璃屑便会像喷泉一样的跳跃起来。利用这一现象,可大致估计振子振幅的大小,来调整固定磁场强度和振荡器输出功率。用这方法来观察振子的振动很灵敏,即使振幅很小,也可看到玻璃屑轻微的跳动。
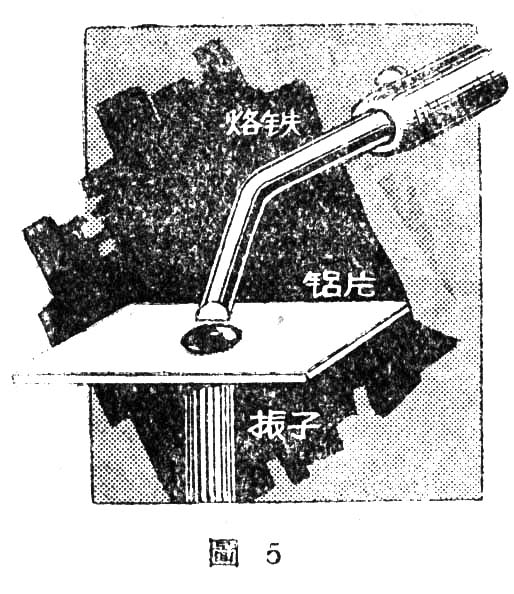
焊铝 超声频焊铝设备的装置比较复杂,但我们用上面的简单装置,也可以有效的焊接小件的铝件。如果铝片厚度在0.4公厘以下,可用图5的方法来焊。先把铝片轻放在振子上,在焊接处放上些锡,再用烙铁加热使锡熔化,锡便和铝片焊合;如果慢慢的使铝片在振子和烙铁间移动,可以使整个铝片都镀上一层锡。在焊较厚的铝件时,可用酒精灯在焊件下面加热,使放在焊接处的锡熔化,然后把振子的一端在熔锡处轻轻磨擦,同样可以使铝件焊牢。焊锡一定要用纯锡或含锌10%的锡锌合金。
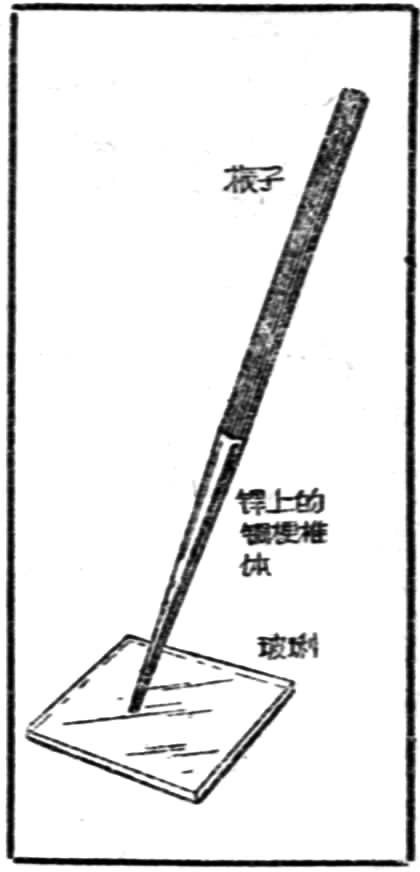
钻洞 在振子的一端焊上一根金属锥体(如图6),还可以做一些在玻璃上钻洞的实验。加焊的金属锥体,它的自然频率要和振子的自然频率一样,才能使锥体产生共振,使振子的全部能量都集中到锥体的尖端。锥体材料可用直径和振子相仿的圆铜梗,比振子略长。锥体要做得准确,它的尖端要恰在铜梗的圆心上,锥面也要求非常平直。锥体做好后用电焊焊在振子的一端,焊时要注意锥体和振子都在同一直线上。测定锥体的共振点时,可先测定振子在未焊锥体时的振动频率。例如振子振幅最大时C\(_{1}\)、C2刻度盘的读数为20,加焊锥体后,振幅减小,共振点偏移到频率较低处(即C\(_{1}\)、C2要旋进,刻度盘读数加大),说明锥体长了,要用锉刀锉短一些,这样一点点试验直到共振点和振子未焊锥体时一样(C\(_{1}\)、C2的读数仍为20)为止。如果焊上锥体后共振点偏移到较高处,说明锥体短了,只有拆下来重做(试验时锥体和振子可用锡焊)。如果锥体尖端直径是2公厘左右,在普遍电灯泡上打一个洞只要6—7秒钟;在厚1.1公厘的试管玻璃上打一个同样的洞,也不过1分钟左右。打洞时玻璃上要放些金钢砂和水,并且不要压得太紧。
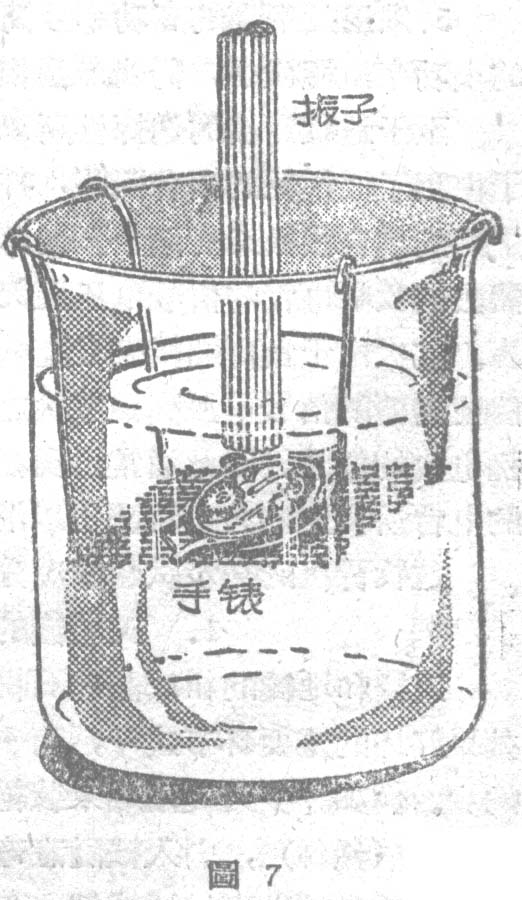
洗濯小型机件 我们曾用一只走慢了的17钻手表做试验,把表壳、表面和表针等拆掉后,放在铜丝网中悬在汽油里(图7),把振子的一端伸入汽油,靠近表面来回移动,结果表内油污就迅速的从机件内排出。这样在表的正反面各进行一次,只要2—3分钟就把油污全部洗清。在清洗较大机件如挂表时,可把振子的一端轻轻接触机件底板的各部分,格外有效。(张鼎昌)