如果想要焊接一个线头,先要把电烙铁接上电源,等上十几分钟甚至二十分钟以上,才能使烙铁头达到熔化焊锡的温度,这是一个多么漫长的时间啊!在我们无线电业余者来讲,这是大家都能体会得到的。
假若用一个前面听说的普通电烙铁工作四个小时的话,把它真正用在焊接的工作时间总计起来,也不过几十分钟,甚至还要少些。可是在电力消耗方面却是整整的四个小时。若用快热烙铁——电焊枪——就不同了,只要在用的时候把扳机一扣4—5秒钟,就能熔锡;手指一松,电源就断了,在节约时间与经济方面真是一个理想的好工具。
快热烙铁自制并不困难。我所制的快热焊铁用了将近十年,除了比普通50瓦电烙铁较重外,别无缺点,特别在修理零件挤得很紧的机器时,更显得优越方便。
快热烙铁的线路如图1, L\(_{1}\)是变压器的初级线圈,配合当地电源电压,L2是焊接用加热线圈,电压为0.5伏,电流要大,铜线断面积经试验不宜小于16平方公厘,否则内阻过大,工作头发热量不足。L\(_{3}\)是照明线圈,电压随采用的小电珠而定,我用的是2.5伏。快热烙铁在使用时把开关SW用手指按下,从线圈L2向上接出的紫铜管前端的短裸线(工作头) 被加热,熔化焊锡,完成焊接工作。同时,装在紫铜管下面金属管罩里的小电珠发光,并使光线恰好照在焊接点上,作为照明用。变压器下装一木柄,开关藏在木柄内,外形如手枪,用起来就很方便。
由于L\(_{2}\)需要的电流无适当仪表测试,且为间歇使用,可按照40瓦估计。初级线圈L1我用0.28公厘(32号)直径的漆包线,每伏8圈,220伏为1760圈。L\(_{2}\)用厚0.5公厘,宽35分厘的紫铜皮一条(可向做铜水壶的合作社购买,长度按铁心估计,中部不要有接头,以防增加内阻),绕0.5伏应为4圈,但因绕成后接头要在线圈的两边引出,故必须多绕半圈(图2)。L3用0.32公厘(30号)直径或稍粗的漆包线绕20圈。线圈绕法与一般电源变压器相同,这里不再说明。但为了减低L\(_{2}\)的内阻,L2绕在最内层,外绕L\(_{1}\),再绕L3。L\(_{2}\)绕前先在火上烧过,使铜皮变软易绕。
铁心采用日字形的,断面积为7.24平方公分,叠厚26公厘(图3)。变压器绕妥插入铁心后,试验绕圈有无短路发热情况(试验时L\(_{2}\)、L3开路),若一切正常,即可参照图4安装。
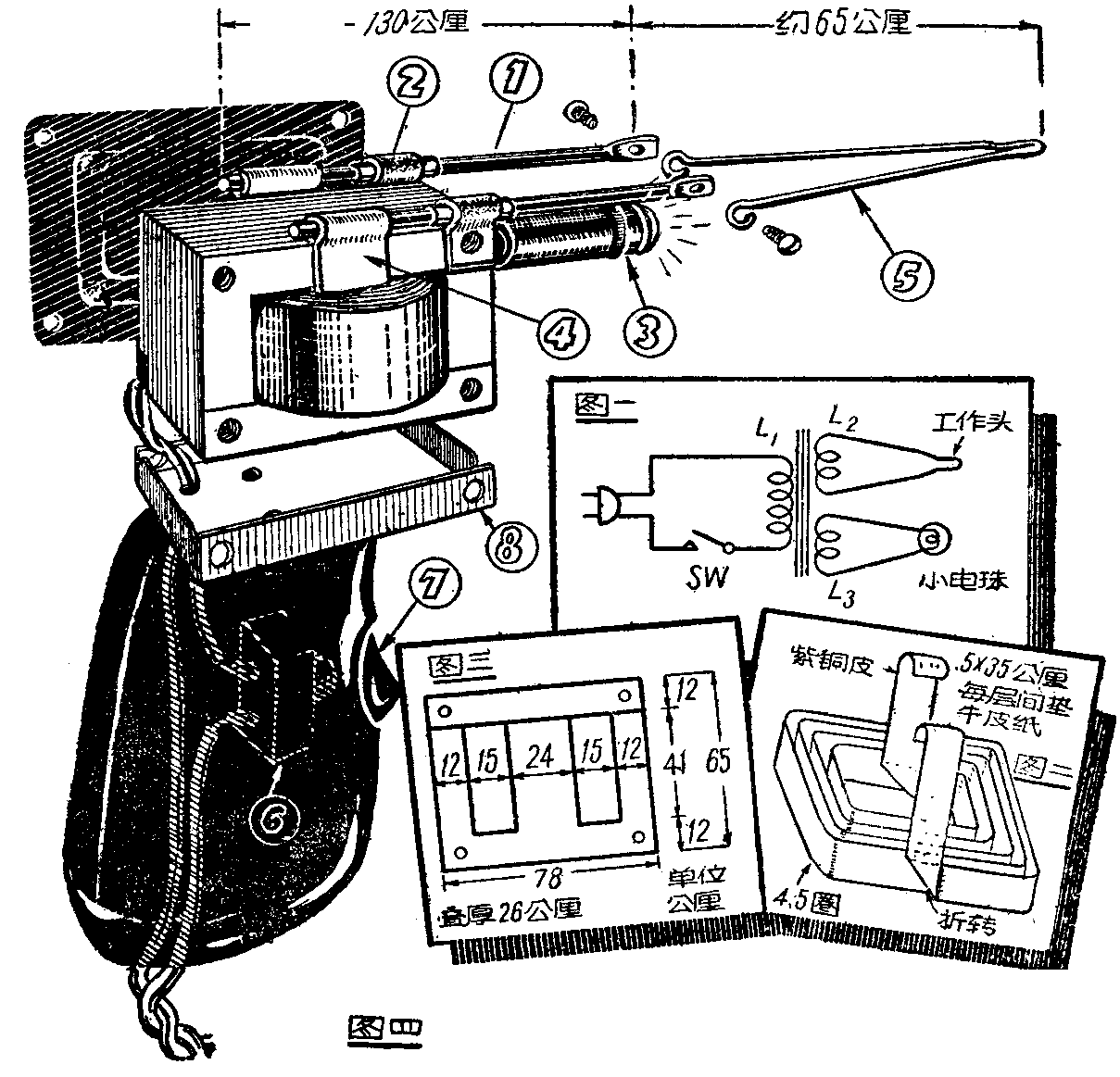
图4中①是直径5—6公厘粗的紫铜管,一端用锤敲扁,钻一小孔,在紫铜管中部用青壳纸包裹后夹在薄铜片做成的夹具②中,和小电珠金属管罩③一同固定在变压器螺丝下。L\(_{2}\)两端引出的铜片④弯成半圆形,包在紫铜管①的一端,然后用锡焊牢。要注意L2的引出铜皮和紫铜管应与铁心绝缘,可以在彼此靠近的地方夹一层青壳纸把它们分隔开。工作头⑤是直径1公厘的光铜丝,两端弯一个小圆圈,用螺丝装牢在紫铜管的小孔里,固定前要将紫铜管的接触面用砂皮纸打光或镀锡,以免增加电阻。
工作头的装法也可以自己设计,有人将紫铜管头部锯一裂缝,外套螺丝,工作头就插在管内,用螺丝拧紧,不过对缺少工具的业余者说,制作麻烦。
至于木柄的形式及如何与铁心固定,可以按各人的设计创造,原则上坚固顺手就行。木柄中藏一个压扣开关⑥(可用市售的微分开关),揿钮前端作一个扳机⑦,当扳机用手指向下压时,开关接通。变压器和木柄相联的方法是先把铁或铝夹板⑧用木螺丝装牢在木柄上,再把铁夹板固定在变压器螺丝上。最后在变压器的两侧装上铁盖,以致保护。(曙江)