随着农村有线广播的大量发展,钢丝录音机也将跟着下乡。怎样才能很好的使用它,少出毛病,是值得注意的事。现在来谈谈钢丝录音机的倒丝。
钢丝录音机每次录音或放音完毕后,一定要把钢丝倒回来,才能使用。
倒丝的手续虽很简单,但要倒得好,以后的工作才能顺利,这一点很重要。因为倒丝的速度特别快,倒不好会把钢丝弄断,或者发生松丝、压丝和乱丝等的现象。在使用时就有困难了。
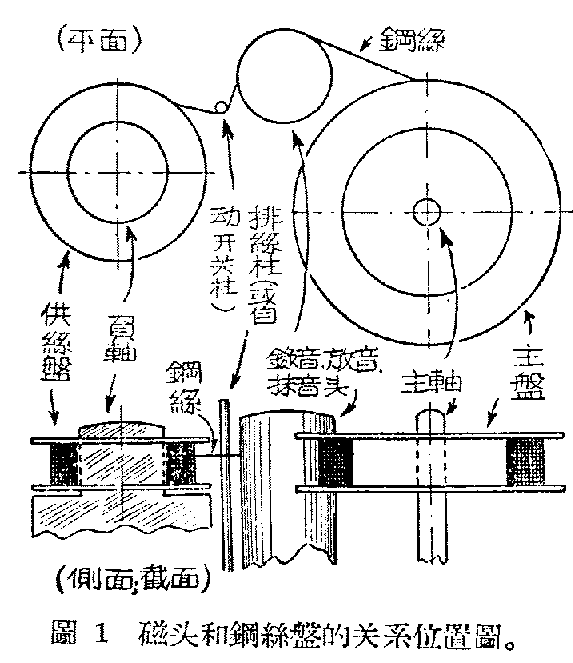
钢丝录音机里有一个担任录音、放音和抹音工作的磁头,安装在两小钢丝盘的中间(图1),图中左面的钢丝盘叫供丝盘,它的转轴叫负轴。磁头和负轴中间有一根排丝柱,用来保持钢丝有适当的松紧度(有些排丝柱连有马达开失,以便能够自动停止)。右面的钢丝盘是固定的,叫做主盘,它的转轴叫主轴。录音或放音时,钢丝顺时针方向,由左到右从供丝盘经排丝柱、磁头绕到主盘上,倒丝时钢丝就反过来从主盘绕回到供丝盘上。
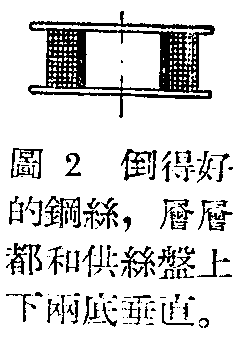
倒得好的钢丝上下一圈挨着一圈,一层层的绕到供丝盘上,每层里每圈钢丝所受到的力量大小一致,层层都和供丝盘上下两底垂直,绕得平,绕得整齐,而且松紧一致(图2)。
倒丝不好的结果,一般有下列几种缺点:
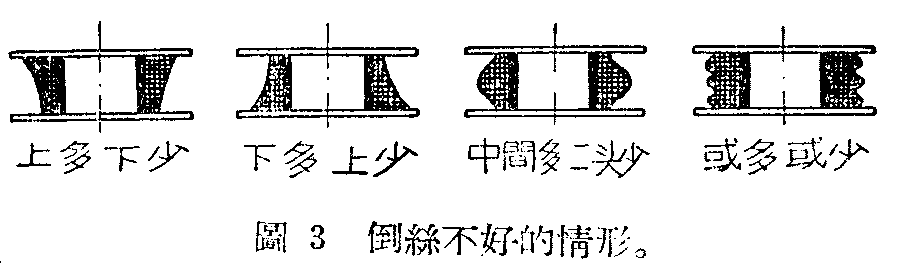
1.层次不平 绕过去的钢丝出现上多下少或下多上少或中间多两头少或忽多忽少的情形(图3)。如上多下少,使用时多的地方,钢丝圈的直径比下边大,就掉下来,发生松丝的毛病。绕得紧时,掉下来的不会太多,用完先掉下的几圈,接着再掉下几圈,再用几圈,直到上下层钢丝平直为止。这种情形,还可勉强使用。如果绕得松,问题就不同了。在倒丝过程中,上面的钢丝掉下来,压住下面的,再倒过来的钢丝又压在掉下来的钢丝上面。这样,次序混杂,使用时,过不几圈,就乱成一团,最容易断丝。而且断头时常不在外层,难得找到。
2.绕得松 若里外都松,最好取下整理。因为放音时(录音也是一样)供丝盘和负轴的转动,是靠钢丝的拉力,按得紧,松散的钢丝被拉,就嵌入其它钢丝中间,接着又被从里面拉出来,这样拉进拉出,便引起“渣渣”的杂声。倘若表面的几圈被拉紧,而里面还松,一定形成有多有少,有松有紧,大圈、小圈彼此挤压的现象,“渣渣”声慢慢的大起来。如果不能把钢丝拉顺,供丝盘会自动停转。被压挤和拉动的钢丝很容易受伤,拉力再大些,马上断丝。
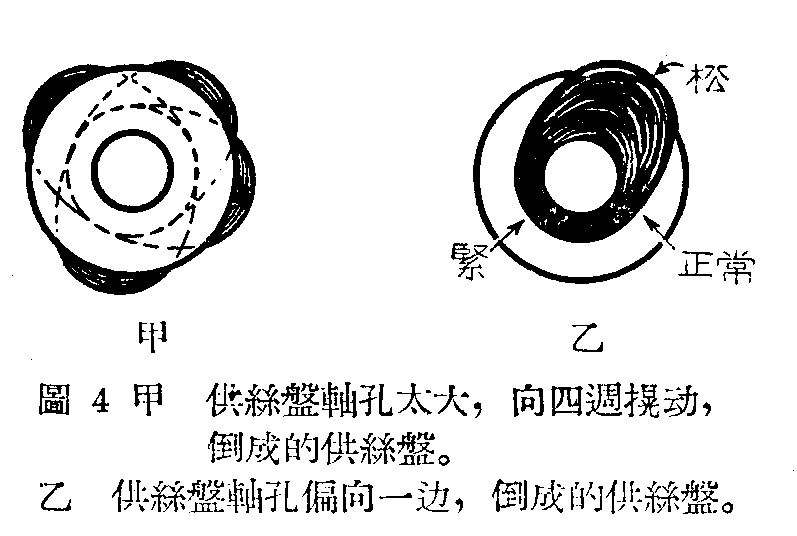
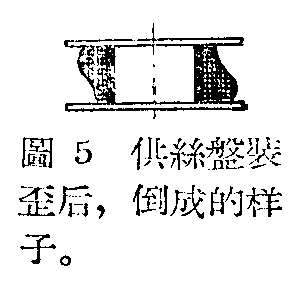
4.钢丝圈偏心和钢丝圈偏科 图4甲、乙表示两种不同的钢丝圈偏心的情形。只要偏得不利害,钢丝没有突出到供丝盘边缘以外,一般还能使用,不过力量不均匀。钢丝圈偏斜(图5)也常会有松紧不均匀的现象,钢丝也不能突出供丝盘的边缘外,否则会全部松丝。
5.绕得太紧 表面看来很好,但是拉力太大,钢丝摩擦磁头的铁心,日子一久,摩出缺口,把磁头弄坏了。另外,太紧了,钢丝本身的磨擦大,也容易摩损钢丝。
排丝不好的原因
录音机钢丝一圈圈、一层层整齐而均匀的安排,是靠磁头拉着钢丝上下移动的结果。但每绕满一层,方向应当改变(由向下改向上或由上改向下),这一瞬间,磁头需要额外加力到钢丝上,方能完成钢丝方向的改变,再拉着钢丝一起走。所以比起磁头来,钢丝在瞬间的落后,也就是在这一瞬间,它的上下移动速度比磁头慢,而轴的转速是不变的,因此每层钢丝排列的长度比磁头移动的距离要略大一些,而且头尾部分绕的钢丝略多一些,容易形成头尾大、中间小的现象,使用时发生事故。
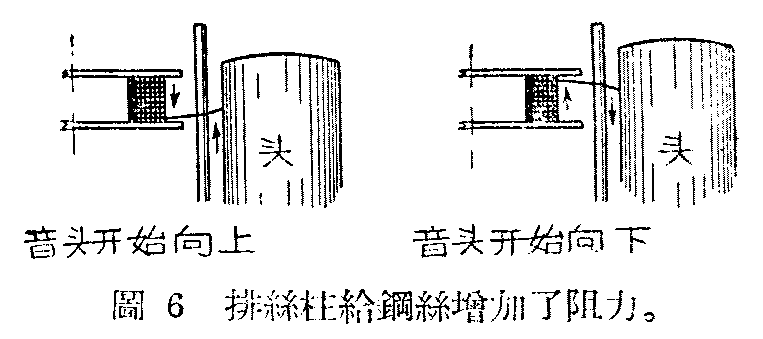
实际上为了保持钢丝的松紧合适,在供丝盘和磁头间,又另加入了一根排丝柱(图6)。钢丝受排丝柱的磨擦,改变排丝方向更需时间,磁头和钢丝上下移动更有差别,使钢丝不能绕得均匀。
钢丝上带有泥土、油垢或铁锈,使用时都会被带到排丝柱上,增加了摩擦力,这是不好的现象,显然应当消除。
倒丝的速度如果太快,排丝柱和钢丝接触不稳,时松时紧,容易断丝。速度过慢,钢丝拉力变大,又容易摩损磁头铁心。
此外,钢丝拉得过紧,本身还有顺着绕向的排丝力量存在,磁头对钢丝的作用力量要克服这部分力量,方能使钢丝变向,因此排丝柱不能把钢丝压得太紧,最好把弹簧调节得松紧适当。弹簧的弹性要好,不能让排丝柱来回跳动,否则钢丝时松时紧,不会绕好的。
一般录音机磁头是由传动机构带动向上,由弹簧拉回向下。若上下移动的速度不匀,排丝不会均匀。再如磁头铁心有了缺口,摩擦力也增大。
供丝盘的轴孔如果太大,套在负轴上可以摆动。这样,倒成的钢丝,就可能像图4甲、乙的样子。负轴倾斜或弯曲,转动时供丝盘平面上下晃动,绕成的钢丝就偏斜如图5。
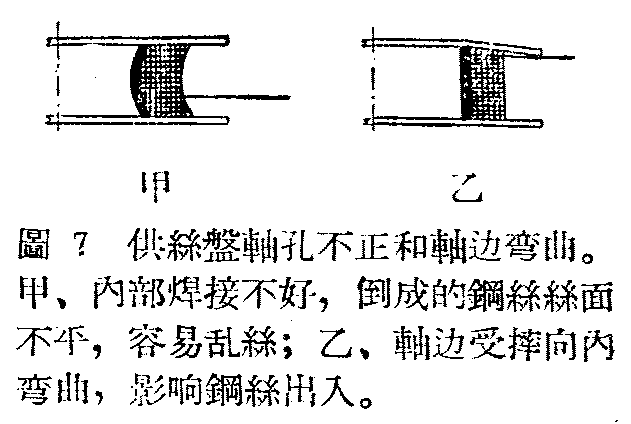
供丝盘的轴孔和上下两底不成直角,倒丝就倒不平(图7)。
供丝盘垂直面的上下位置,和磁头上下移动的位置配合不当。过高或过低,都能使供丝盘上边或底边处倒丝倒得多,丝面上下不均。
机件传动部分如变速闸是倒丝的变速装置,它的接触不良,倒丝速度有快有慢,也不会有良好结果。
应当怎样倒丝
倒丝时钢丝需要保持适当的拉力,各传动机构在工作前应当调整好,减少摩擦力,使倒丝时恰有足够的力量,排丝柱略有一点移动的自由。
1.磁头:甲、一般磁头上下移动的距离,应当恰好调整到供线盘上下两边以内(比钢丝上下两边路小)。这点应该注意,因为各国、各厂生产的供丝盘规格不一,使用时必须调节它的高低位置,和磁头配合。可先在排丝柱上试倒一两层试一下。
乙、磁头上下移动的力置一定要胜过钢丝本身的排丝力,才能上下移动自如。
丙、磁头排丝是否均匀,可先向主盘上放几圈,检查各圈的间隔和位置。否则,倒丝速度快,一有问题,会发生很大的变化。
2.供丝盘:甲、供丝盘的轴孔和负轴如大小相差太多,或供丝盘的轴孔弯曲,不宜使用。若轴孔稍大,可以在轴孔和负轴间垫上纸片,但要垫得四周均匀。否则,倒好后的供丝盘,会变成偏心或偏斜的形状了。
乙、安装供丝盘时,有字的一面向上。
丙、供丝盘不能生锈或受摔。
3.排丝柱:排丝柱要经常保持清洁。排丝柱上也可以加套硬玻璃细管,使玻管可以转动。这样,既可减少摩擦力,也可以在玻管表面摩损时,随时更换。
4.倒丝速度:一般倒丝的速度比录、放音时快7.5—9倍,但根据经验,以7—8倍时最好。
5.倒丝开始,手就不要离开开关,以便一有问题,可以随时关闭。在倒丝过程中,发觉丝面不平、不匀或松丝等现象,应随时放回重倒。再则丝面不平,排丝柱会跳动,是一个简接检查的方法。
检查:倒丝完毕,应将供丝盘取下,用手指按钢丝,如能按动,并且能上下来回移动,说明倒得松了,过松就有问题。如能按动,而丝面上下不能滑动,那是里层倒得松了,录、放音时都得注意。
7.最后,录音机在使用一个时期后,应按照说明书,在各传动部分加油。这不仅对倒丝有关,是和整个机件的运用全有影响。(杨鸿藻)