散热技术总动员
特别策划
经过多年的发展,传统散热技术几乎走到了尽头。为了保证芯片正常工作,散热器的体积越做越大,材料越用越好,而成本自然越来越高。但在CPU、图形芯片等发热量不断增长的现实面前,这些改进仿佛是杯水车薪。传统散热技术还能适应硬件的发展需要吗?
热量从何而来
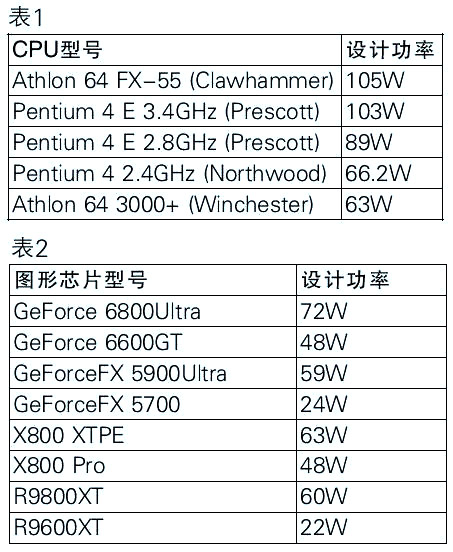
根据摩尔定律,集成电路的晶体管规模每隔18~24个月便会增加一倍。但这个定律并没有告诉我们,如何在同时维持功耗不变的情况下,实现晶体管倍增的目标。研究表明,如果还是以增加晶体管数量、提高频率的方式来设计CPU,那么新一代产品的功耗就注定会比上一代提升1.33~1.77倍。当前的芯片功耗已经今非昔比(表1和表2分别为官方公布的主流CPU与显卡的功耗情况)。
虽然芯片设计制造商在降低功耗上做出了很大的努力,但芯片的耗电量仍然呈几何级数增长。而在芯片所消耗的电能中,大多数转换为系统运行所需要的动能,还有一部分则转换为多余的热能(即废热),并散发出来,这就是电脑中的主要“热源”。与此同时,为了满足芯片的供电需求,其周边的供电电路的设计也日趋复杂,结果也导致供电元件发热量飙升。比如主板上为CPU供电的开关电路,每项回路都要“分担”数十安培的电流。
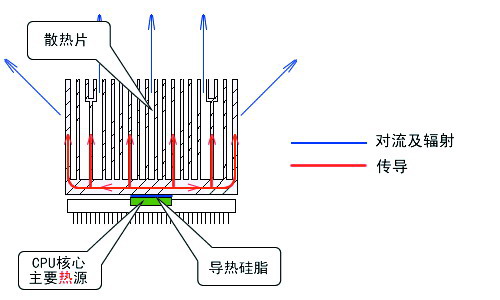
随着芯片功耗的急剧攀升,其发热量也越来越高,如果不能降低发热量,就会导致芯片工作不稳定直至烧毁。由于功耗增长不可避免,所以一般采取强制散热的手段来降低芯片工作温度。对CPU来说,它的散热其实就是一个热传递的过程:作为热源的处理器核心(Die)通过导热硅脂和散热片紧紧相连,并将核心产生的热量传递到散热片,然后以对流和辐射的方式散发出去,从而将CPU温度控制在一个比较稳定的范围内。由于CPU的核心是一个高密度发热体,热量产生不但迅速,而且源源不断。因此,这就要求CPU与散热器之间的热量传递一定要快速、高效。
其实,在所有的散热系统中,无论是传统的风冷、液冷,还是新型的热管、半导体制冷等,都是以“传导”和“对流”作为散热设计的主旨。
小帖士
硅芯片功率的计算有一个公式:功率=C(寄生电容)×F(频率)×V2(工作电压的平方)。对于同一种核心而言,C(寄生电容)是一个常数,所以硅芯片功率跟频率成正比,跟工作电压的平方也成正比。这个公式对于大多数的芯片而言都是成立的,例如CPU、图形核心、主板上的芯片组与内存芯片等。
从公式中我们还可以看到,对CPU、显卡或内存进行超频,功耗也会有相应的提升,尤其是在加电压超频的情况下,提升将更加明显。例如,将DDR的供电电压从2.5V提升到2.8V,那么它的功率将会是原来的1.25倍,虽然提升了0.3V,但是功率却增加了25%。如果考虑到频率的提升,比如从133MHz到150MHz,那么总功率将会增加41%。
让电脑Cool一“夏”系列专题(一)
散热方式大“阅兵”
根据热传导、热对流手段的不同,散热器分为主动与被动两种方式:主动方式的特点是在散热系统中,有与发热体无关的能源参与进行强制散热,比如风扇、液冷中的水泵,相变制冷中的压缩机,这些散热手段的普遍特点是效率高,但同时也需要其他能源的辅助。而被动式则仅依靠发热体或散热片的自行散热来达到降温的目的。
一、风冷散热系统
风冷散热是CPU散热系统中最常见的、也是最成熟的一种技术。它具有价格低廉、安装简单等优点。
(一)什么是风冷散热
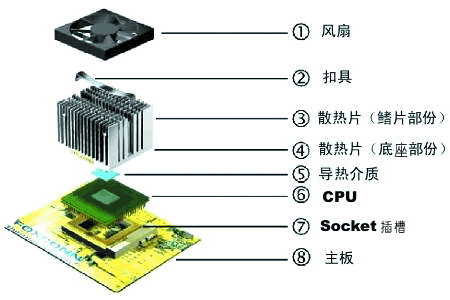
传统风冷散热器由风扇、扣具、散热鳍片、散热底座这四大部分组成。其中,核心部件当数散热片和风扇。风冷散热的工作原理比较简单:CPU核心发出的热量通过硅脂迅速传递到散热片上,在风扇运行后形成的强制对流下,散热片上“存储”的热量就散发到周围的环境中。
(二)影响风冷散热的因素
从风冷散热系统的结构可以看出,影响风冷散热效果的因素主要体现在散热片、风扇、导热介质及扣具等几个方面。
1.散热片
(1)制造材料
散热片的制造材料是影响散热效果的重要因素之一。热传导系数很高的金、银,由于质地柔软、密度过大、价格昂贵而无法被广泛采用;铁的热传导率过低,无法满足高热密度场合的性能需要;铜的热传导系数同样很高,可碍于硬度不足、密度较大、成本稍高、加工难度大等不利条件,在计算机相关散热片中使用较少,但近年来随着对散热设备性能要求的提高,越来越多的散热器产品开始采用金属铜;铝由于热传导系数较高、密度小、价格低而受到青睐;但由于纯铝硬度较小,在各种应用领域中通常会掺入各种配方材料制成铝合金,借此获得许多纯铝所不具备的特性,铝合金也就成为了散热片加工材料的理想选择。
当前绝大多数的低端CPU散热器都是采用铝合金,而中高端散热器为了适应目前发热设备功率的不断提升,增强散热性能,则会在散热片中采用铜作为吸热部件或散热鳍片。
(2)鳍片结构设计
鳍片结构设计不但是散热器性能的一个重要因素,也是集中体现各散热器厂家技术实力差距的地方。不论是被动散热的空冷散热片,还是需要风扇强制对流辅助的风冷散热片,鳍片的职责都是通过与周围环境(空气)的接触将由吸热底座传递来的热量散发出去。
①平行式
平行排列是片状鳍片非常典型的排列方式,是“经典中的经典”。平行排列的鳍片,片间距离均匀,利于空气通过。平行式最大的优势在于各鳍片形状相同或相似,排列整齐,成形与结合工序相对简单,适合于工业化大规模生产。
②风槽式
鳍片与吸热底座垂直相连,空气由顶部进入,侧面流出(吹风),或由侧面进入,顶部抽出(吸风)。空气从由鳍片与吸热底座构成的槽道中通过,且通过时流动方向会发生变化,故而将它称为“风槽式”。目前市场上绝大多数的散热片均采用这种设计。

风槽式设计存在一个弊端:不论是吹风也好,吸风也好,在散热片的中心区域都会形成一个空气流动较少的“高压”区(吹风)或“低压”区(吸风),倘若遇到风扇性能不济,可能导致整个鳍片底部区域的空气流动都非常微弱。
针对这一问题,一些厂家采取了改进的设计——增加吸热底座中心位置的厚度,在空气沿鳍片流动的方向上形成坡道,既能够产生类似风道的导流作用,消除“高压”区(或“低压”区),又能够增加吸热底座的热容量,并利用增大的连接面积将热量更加均匀地扩散到鳍片上。

③风道式
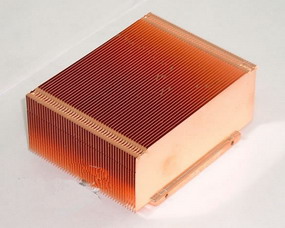
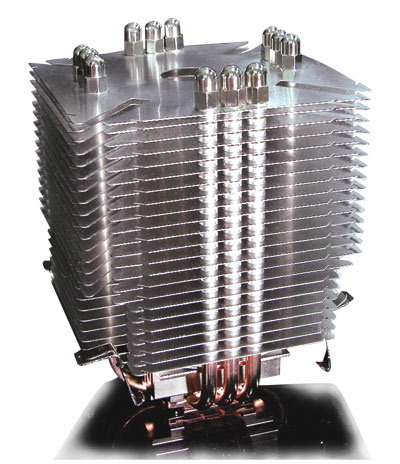
空气由散热器一侧进入平行排列的鳍片所构成的风道中,流过鳍片间的空隙时,与鳍片进行热交换,再由另一侧排出。鳍片的另外两侧闭合,或采用导流罩限制,空气在流动过程中无法从其他途径出去,只能沿鳍片方向由一端流至另一端,因此这种鳍片结构称为“风道式”。目前采用此种设计的产品主要是侧进风散热器、分离式热管散热器(即利用热管传热,鳍片与吸热底座不直接结合),及液冷、压缩机等的独立散热排。相对而言,采用风道式设计的散热片定位较高。

风道式设计通常采用非常细薄的铜或铝合金片层叠焊接而成,片间距离非常小,因此可在小空间内安装大量的鳍片,获得巨大的表面积。虽然鳍片数量众多,间距较小,但平行排列,且空气通过时无须改变方向,整体风阻很小,可轻松获得较大的风量。
④放射状
鳍片与中心位置面积相对较小的吸热底座连接,呈放射状向四周延伸,空气由顶部流入,直接通过伸展而出的鳍片,或者在中心位置转为横向流动通过四周环绕的鳍片。空气在流动过程中虽然可能改变方向,但转向角度并不大,且没有明显的阻碍,鳍片间的空隙也相对均匀、平顺,整体风阻较小。

放射状鳍片设计通常有一个较为明显的特点——具有小而厚实的吸热底座。所有散热片都会汇聚至此,可以保证一定的储热能力,又可令热量均匀地传递到四周的鳍片上。放射状鳍片最大的优势在于对气流的干扰、限制很少,空气从各个角度沿鳍片的伸展方向流出,产生的风噪很小。因此,放射状鳍片设计更适合制造效能不俗的静音型散热器。
⑤环状
对内置风扇的放射状鳍片设计稍加变通,将鳍片改为套在风扇外侧的环形片状,并通过热管与吸热底座相连,就得到了环状鳍片。目前采用此种设计的只有技嘉的3D-Cooler。

3D-Cooler将风扇由传统的轴流风扇换成了出风更加平顺的涡轮风扇。没有导流罩的涡轮风扇将顶部进入的空气通过离心效应抛甩出去,并经过环绕其周围的环形片状鳍片。由于鳍片特殊的排列方式,无法与吸热底座直接连接,为此,它采用了2根热管将热量由底部传递到鳍片的四角,令其均匀分布,以有效利用众多鳍片的较大表面积进行热交换。
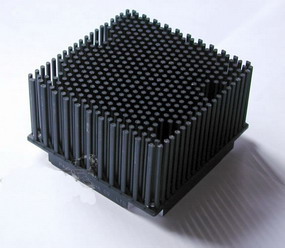
⑥多边形状
鳍片的形状为多边形底面柱体,较常见的有方形与六边形。方形柱状散热器多数为切削而成,即对具有片状鳍片的材料进行切削,开出横向沟槽,将较厚的“片”分割为具有更大表面积的“柱”。

六边形底面的柱状鳍片则是Alpha的“独门绝技”,采用冷锻工艺制造而成,比方形底面柱体更加平滑。
(3)制造工艺
散热器的材料是性能的基础,设计是产品精髓所在,而最终能否使优秀的设计思想实现,实现的情况如何,则完全取决于所采用的制造工艺。
①切削
所有的散热片在成型过程中都会或多或少的使用到切削——这种金属加工中最常用的工艺。切削工艺的具体种类很多,从无润滑切削到润滑切削,从高速切削到激光切割,从车、钻到铣、磨,在散热片的成型过程中,为了获得一些较特殊、精细的形状,都需要使用切削工艺。具体用途主要有板材(吸热底座、鳍片等)成型、散热片开槽、底面修整、特殊雕刻等。
优势:根据不同方式、刀具,可适用于各种用途。
劣势:设备,主要是刀具磨损快,多数需要人工参与或自动化控制,成本较高。
②铝挤压
铝挤压工艺被绝大多数的铝合金散热片所采用,是市场上真正的主流。它主要用来制造片状鳍片或柱状鳍片的初坯。
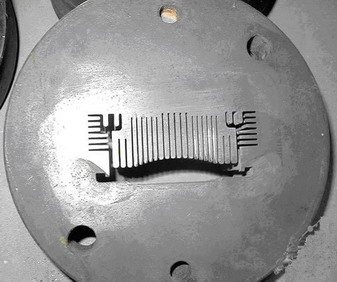
铝挤压工艺所采用的材料通常为AA6061或AA6063,加工过程中,将铝合金原锭加热至约520℃~540℃,利用机械加压,令铝液流经模具钢制成的挤型模具,在模具出口处对铝液进行冷却,使之迅速凝固,成为具有连续平行结构的散热片初坯。
优势:投资少、技术门槛低、开发周期短,易于投产;模具费用、生产成本低,产量大。
劣势:鳍片形状相对简单,无法获得很大(大于20)的瘦长比。
③焊接
焊接作为一种非常传统的金属结合方式,在散热片加工中也被普遍采用。散热片加工中最常用的焊接方式为回流焊(Reflow Soldering)。它是用焊剂将要焊接的金属表面净化(去除氧化物),使之对焊料具有良好的润湿性;供给熔融焊料润湿金属表面;在焊料和焊接金属间形成金属间化合物;以实现微焊接。ThermalTake堪称回流焊散热片的典范。
优势:吸热底座与鳍片的组合多种多样;相关生产设备已经非常成熟,易于大规模生产。
劣势:存在介面阻抗,一旦结合度不高,严重影响散热片性能;控制焊着率难度较高,检验不易,容易出现不良品;加工成本较高。
④冲压与剪切
冲压与剪切都是机箱等电脑配件制作中常用的制作工艺。冲压所用设备为冲床,利用安装在冲锤底端的模具对板材进行冲切,可用于各种厚度的片状金属材料的加工,例如风道式散热片所采用的细薄鳍片、部分嵌铜散热器所采用的铜板、带有特定缺口与孔位的导流罩、保护罩等的雏形均为冲压而成。
剪切所用设备为剪切机,可用于具有一定厚度的片状或条状金属型材的切割,从0.2mm的薄鳍片到1cm的吸热底座,甚至铝挤压而成的型材均需采用剪切进行初加工或后处理。
优势:可根据需要加工出各种特殊形状,适用范围较广,可大批量自动化生产。
劣势:切口不太平整,需要后续处理。
⑤锻造
锻造也是传统的金属加工工艺之一,多用于大型金属件的制造或初坯成形。锻造工艺制造散热片算是Alpha的“独门绝技”,其加工过程为:将铝材加热加压至降伏点(一定温度下,金属材料在所承受压力超过一定数值时,随着压力的继续增大,应力不增反降,金属表现得较为柔软,易于加工,但又并非液态,此温度下的临界压力即降伏点)后,利用高压使之充填入锻造模具而成形。

优势:全铝散热片鳍片与吸热底座一体成型,无介面阻抗;铜铝结合紧密,几乎不存在空隙,介面阻抗小。
劣势:冷却时可能出现颈缩,使鳍片存在厚薄、高度不均的情况;所需锻造压力极高(500吨以上) ,设备昂贵;模具制造成本高,磨损快,加工成本很高。
⑥插齿
这是AVC近年研发出来的一种鳍片与底座结合技术,它是在底座上切削出平行的细小凹槽,并在槽间冲压出密集的小坑,为凹槽中插入鳍片后的形变预留一定空间,再利用60吨以上的压力将已经成型的鳍片插入凹槽中,插入深度可达2mm左右,最后把鳍片固定在底座中。
优势:介面阻抗小,鳍片与吸热底座材质可自由组合,工序较少,产品质量相对稳定。
劣势:制造难度大,良品率不是很高,相对成本稍高。
⑦热缩嵌套
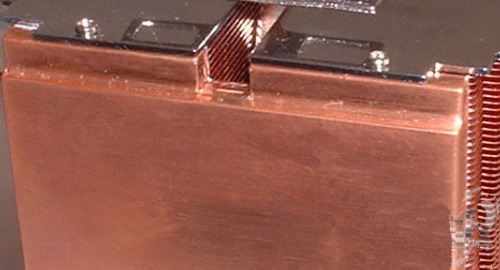
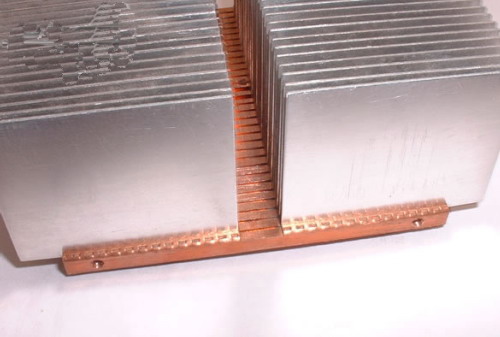
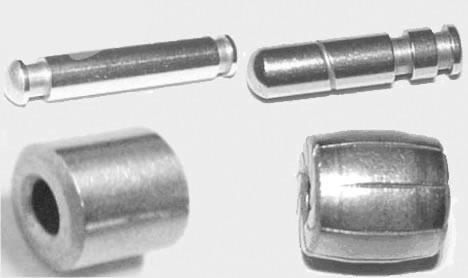
这是利用热胀冷缩原理的机械结合方式,主要用于铝挤压鳍片嵌铜设计。嵌铜加工过程为:在铝挤压成型的散热片底部留出一部分空间,将之加热到一定温度,令其保留空间因热膨胀而扩大,趁机嵌入尺寸、形状合适的铜棒或铜板;令铝质鳍片迅速冷却,体积缩小后套紧嵌入的铜件。目前常用的嵌铜方式有两种:
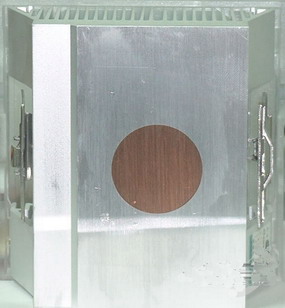

a.典型铝挤压鳍片嵌入铜板(板材冲压或铜柱剪切而成):鳍片本身与典型铝挤压散热片相同,只是吸热底座较薄,改为在对应发热设备的位置切削出一定空间,嵌入铜板。在铝挤压鳍片与嵌入铜板间以导热膏填充空隙,因此鳍片后面大多留有平衡气压与注射导热膏的小孔。
b.放射状铝挤压鳍片嵌入铜柱:鳍片本身就是为嵌入铜芯而设计的,中心留有圆孔,可嵌入具有一定高度的铜柱。结合面不使用其他介质,完全依靠鳍片紧缩的应力与铜柱结合。嵌铜的目的除了大幅增加(依铜柱尺寸而定)散热片的瞬间吸热能力外,还借助于铜材更好的热传导能力,将吸收的热量更直接地传递到铝质鳍片上部,有效利用鳍片表面积,这对导热与散热效果都有好处。
优势:兼具铝质鳍片低成本、低密度、易加工与铜材良好的吸热、导热能力等优点。
劣势:对鳍片、嵌入铜材尺寸、形状要求严格。
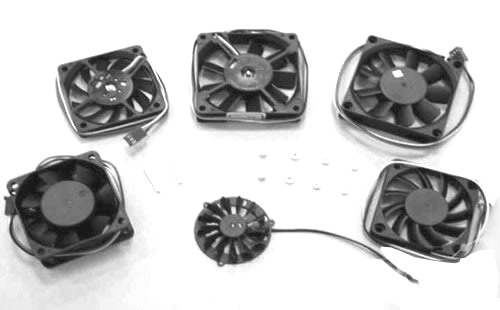
2.风扇
风扇的好坏,直接影响到散热器的效果和性能。CPU所用的散热器风扇类型为直流无刷风扇(DC Brushless Fan)。它通常由扇叶、轴心、磁环、弹簧、轴承、扣环、外框、电动机(包括电路板、硅钢片、线圈)等组成。
小小的风扇看似简单,却大有学问,衡量一个风扇的好坏的指标主要有风速、风量、风压、转速、寿命、噪音、功率、轴承等。
(1)转速
转速是风扇的一项重要性能指标。转速即风扇扇叶在单位时间内旋转的周数,单位一般为rpm(转/分)。高转速是各种“暴力”风扇力量的源泉,也是大噪音的根源。
(2)轴承
轴承作为决定风扇寿命的重要因素,同时也对风扇的工作噪音、制造成本有着重要的影响。目前市场上很多风扇都有自己独特的轴承设计,这些设计在寿命、噪音、成本等方面有其独到的优势。
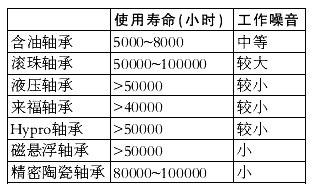
①含油轴承
含油轴承是传统的轴承,轴芯嵌在轴套内转动,利用润滑油填充轴芯和轴套之间的空隙,减少摩擦和振动。长时间使用后,灰尘吸附增多,润滑油会因摩擦发热而挥发,导致风扇噪音增加,寿命骤减。因此不适合高转速的“暴力型”风扇,也无法达到“长寿”的目的。
②滚珠轴承
滚珠轴承不再仅依靠润滑剂填充轴芯与轴套间的空隙,而是将空间略微扩大,在其中放入数个金属滚珠。当轴芯与轴套相对运动时,滚珠也随之滚动,并不与二者发生滑动摩擦,从而降低转动阻力,减少能量损耗。由于结构较为复杂,滚珠轴承的制造成本相对较高,为了控制产品成本,便产生了双滚珠与单滚珠两类滚珠轴承。双滚珠轴承的性能要比单滚珠的好些。
③液压轴承
液压轴承系著名散热器及风扇设计制造厂家AVC的专利产品,是在传统含油轴承的基础上改进而成的。液压轴承可以在保持甚至低于含油轴承噪音水平的同时达到双滚珠轴承的转速、工作温度与寿命。
④来福轴承
来福轴承也是传统含油轴承的改进产品,只不过它是由Cooler Master(酷冷至尊)开发的。
来福轴承在轴芯表面增加了反向螺旋形导油槽,旋转过程中令润滑油反向回流,减少损耗,并在底部设置储油槽,增加储油量,避免含油流失。来福轴承寿命较含油轴承有较大提升,但成本增加不多。
⑤Hypro轴承
Hypro为知名散热器及风扇设计制造厂家ADDA的专利产品,它也是在传统含油轴承的基础上改进而来。
Hypro轴承与液压轴承可谓殊途同归,两种轴承各采用了一些独到的改进措施,但精髓同为循环油路系统,各方面的表现也基本相当。
⑥磁悬浮轴承
磁悬浮轴承是一种用于减少摩擦、降低噪音、提升寿命的轴承。磁悬浮技术的特色在于,它在传统直流无刷电动机的电路板与定子之间增加了一层“磁悬浮板”,利用转子磁环磁场对磁悬浮板的吸附作用,使磁环固定在圆形轨道上,从而使轴芯与轴套之间几乎不产生摩擦,减少轴承磨损。
⑦精密陶瓷轴承
精密陶瓷轴承堪称从制造材料方面对轴承进行改进的杰作,其中以FOXCONN的纳米陶瓷轴承为代表,此种轴承具有高强度、高硬度、耐高温的特点,所以大大延长了使用寿命。采用纳米陶瓷轴承的风扇的寿命甚至超过了双滚珠轴承风扇,达到80000~100000小时。取得性能提升、噪音下降、寿命延长等成果的同时,纳米陶瓷轴承的结构与传统油封轴承并无太大区别,制造工艺简单。不过,由于材料成本较高,导致其价格偏高。
(3)尺寸规格
散热器风扇的尺寸规格有一套统一的标准,只要依照此套标准就可以保证与散热片或其他接口、支架之间的正常安装。尺寸规格通常用4位数字来描述,例如:2510、4028、6015、8025、1238等。4位数字的前两位25、40等代表风扇正方形底面的边长,单位为mm(毫米);后两位10、28、30等则代表柱体的高度,即风扇的厚度,单位也是mm。
特别说明:92XX系列的风扇边长为92mm,但通常称作9cm;12XX或17XX系列的风扇边长并非12mm或17mm,而是12cm或17cm;常用直流无刷风扇的边长最小为25mm,而大于99mm的风扇的边长通常舍去最低位,并以cm为单位。
(4)风速
风速即风扇出风口或进风口的空气流动速度,单位一般为m/s(米/秒)。风速的高低主要取决于扇叶的形状、面积、高度以及转速。不难理解,风扇转速越高,风速越快。此外,风速的高低会影响到风量以及噪音的大小。同样的过风面积,风速越高,风量越大;气流之间、空气与扇叶、外框、散热片之间的摩擦都会产生噪音。
(5)风量
风量即单位时间内通过风扇出风口(或进风口)截面的空气体积,单位一般为CFM(Cubic Feet per Minute,立方英尺/分)或CMM(Cubic Metres per Minute,立方米/分)。
风量=平均风速×过风面积。风扇风量的大小基本取决于风速的高低与过风面积的大小。过风面积相同,风速越高,风量越大;风速相同,过风面积越大,风量越大。
3.扣具
散热器底座与CPU核心接触是否紧密,将直接影响CPU的散热效果,而这个紧密度就是由扣具来实现的。因为不同架构的CPU的封装及安装方式不同,对散热器扣具的安装固定方式和力度也有不同的要求,所以架构不同的CPU与其相对应的散热器的扣具也不尽相同。
(1)三孔弹力扣具
这是火山10A采用的散热片扣具,也是AMD推荐的扣具,与传统的单孔式扣具相比,三孔式扣具平均分担了所承受的压力,不但使处理器与散热器之间的结合更为紧密,同时还相应地提升了安装固定的稳定性。

对于像火山10A这种体积和重量都比较大的散热器来说,所需的扣具预紧压力也比较大,没有设置安装把手,安装时需要螺丝刀辅助。而大多数散热器体重和体积都不大,所需预紧压力较小,所以一般都采用带把手的免工具三孔弹力扣具,易于安装。

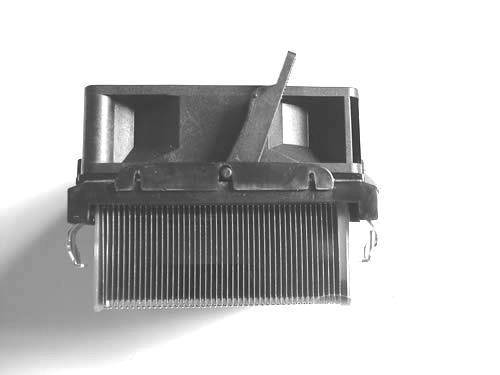
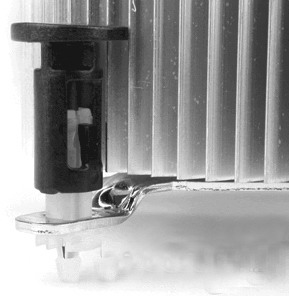
(2)分离式翘板扣具
分离式翘板扣具也是P4平台上很流行的一种扣具,安装时将一边伸进支架的孔里面勾上,另一边用力向下按并挂在支架孔位上就行了,这时它的支点正好紧紧地压住了散热片。这种扣具结构简单、安装方便,与分离式挂钩扣具不相上下。
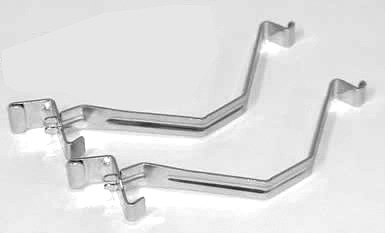
(3)分离式挂钩扣具
分离式挂钩扣具的优点是不言而喻的:安装时无需工具的辅助,稍微用点力就可以将散热器“挂”在主板散热器支架上面,的确是很体贴用户的一种设计。这种结构简单的扣具是Socket 478平台上最为流行的扣具。

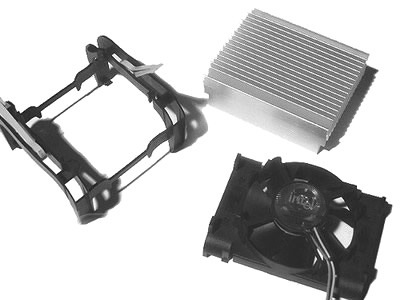
(4)P4塑料扣具
Intel高端盒装CPU中附带的散热器有些特别,它的扣具是用塑料做的,因此被称为一体化塑料扣具。这种扣具的结构虽然比较复杂,但安装原理与分离式挂钩扣具基本相同。安装起来更加方便,定位好之后只要把塑料扳手压下去就可以了,拆卸时正好相反。
(5)整体式扣具
这是AVC的专利扣具,使用在红骑士散热器上。从前面几款P4散热器扣具的介绍中可以看出,它们一般采用分离式结构,虽然安装起来比较方便,但是由于是一对扣具,必须单独安装,这样在安装时往往无法做到两边受力平衡。AVC针对这一点进行了改进,开发了这种整体式扣具,在安装时可以非常方便地将扣具的4个卡扣同时轻扣上去,然后将扣具上的扳手直接向内一拉就可以了。
(6)标准Athlon 64扣具
这是AMD盒装散热器采用的标准Athlon 64扣具,安装时将金属卡扣扣在散热器托架上,扳动塑料手柄旋转至另一侧,手柄末端勾住托架即可,而拆卸散热器时只须朝反方向旋转一次。整个过程免工具操作,很简单。

(7)Socket T扣具
LGA 775 CPU的散热器采用了新的固定方式,取消了主板上的安装支架,直接使用四个固定扣具。而扣具也设计得相当巧妙,四个带簧片的旋钮看似复杂,其实拆装都十分方便。安装时,只要对准主板上的定位孔向下一压即可,拆卸风扇时,只要逆时针旋转扣具90度就能自动弹出来,再向上抽出即可。
二、热管散热系统
为了满足高功耗CPU的散热要求,风冷散热器的制造也日趋复杂,体积越来越大,但由于铜、铝金属的物理特性,风冷散热器的热传递性能始终无法突破材料的限制。因此,其他更先进的散热技术便应运而生,热管散热便是其中的一种。
一套完整的热管散热系统由吸热端、导热管和散热端三部分组成。其中吸热端是与CPU紧密接触的热传导装置,体积很小;中间的热导管是整个热管散热系统的核心,管内装有乙醇(俗称酒精)之类的低沸点液体,导热管靠近CPU的一端称为“蒸发端”,另一端则称为“冷却端”;而散热端通常配备了较大的散热片和风扇。
热管散热的工作流程是这样的:CPU产生的热量通过吸热端传至导热管,导热管内的低沸点液体在蒸发端迅速受热蒸发,并把热量带向冷却端,传至散热端,经散热片和风扇降温后,气体又重新变为液体并流向蒸发端,如此循环往复地对CPU进行散热。
小帖士
热管是一种具有极高导热性能的传热物体,导热能力比热传导系数最好的纯铜高几百倍。相关资料表明,高质量热管的热传递速度可达30m/s,远远高于世界上任何导热金属和传热技术,能到达瞬时传热的效果。热管一般由管壳、吸液芯和蒸汽通道三个部分组成。
由于热管中需要通道流动液体与气体,因此在使用中非常忌讳弯曲。有技术资料表明,热管每做一个180度的弯曲,就会降低大约37%的热传递效能。而在实际应用中,热管不可能不弯曲,为了保证不降低热传递性能,只能增加热管数量来弥补。因此当前采用热管的CPU散热器,都配备至少两根热管,要求较高,制作加工过程复杂,因此价格不菲。目前,热管散热在笔记本电脑中得到了广泛应用,准系统中也有部分高端产品采用该技术。但对于台式机来说,热管散热的普及尚需时日。
三、液冷散热系统
不管是风冷散热器,还是热管散热系统,它们都要依靠金属散热片带走热量来实现散热。从物理学角度来说,金属并非最好的导热介质,其“比热容”没有某些液体高,这也就是汽车发动器、飞机引擎等采用液冷散热的原因。

一套完整的电脑液冷散热系统应当具备以下三个组成部分:吸热盒、微型液压泵和热交换机。
1.吸热盒也就是大家俗称的水冷头,这个部件是液冷散热器与芯片直接接触的部分,通过它来直接传导芯片所发出的热量。一般做工优良的吸热盒,底部都是采用纯铜材质,而且其内部都有多道水槽,使冷却液流动时的换热面积更大,进一步提高热传导效率。
2.微型液压泵是冷却液循环的动力源,不同的液冷散热器,其液压泵所能提供的单位时间液体流量也不同。一般来说,大流量的液压泵能够带来更好的散热效果,当然,更大的液体流量自然需要配合更粗更牢固的液体导管,否则会令整个水冷系统内部压力过大,影响到散热器的稳定性,同时也会带来较大的噪音。
3.热交换机也称冷却器或散热排,其作用就是将整个液冷散热系统中的热量传递到空气中去。为了提高散热效果,绝大部分热交换机都采用了风冷散热的方式,散热鳍片一般采用铜或铝,散热面积越大,效果越好。
液冷散热器之所以具有优于风冷的散热效果,主要原因还是散热方式的不同。液冷散热的原理在于,能够让导热液体在液压泵的带动下在散热系统中循环,通过冷却液与吸热盒的热交换,带走热源所发出的热量。
结合上面的三个组件,我们可以看到,一个正常液冷散热器的工作过程应当是这样的:开机加电时液压泵开始运转,液体开始流动,CPU吸热盒与CPU直接接触,热量从金属表面传给液体,导热液体再把热量传给热交换机,最后再散发至空气中。
四、干冰与液氮制冷
干冰和液氮制冷是用来控制CPU温度的一种极端散热方式,它主要是国外发烧友用于创造超频记录的惯用方法。由于干冰和液氮在常温状态下不易保存,所以使用这两种制冷媒介的散热方式一般无法持久进行,通常仅用于计算机超频状态下的临时制冷。
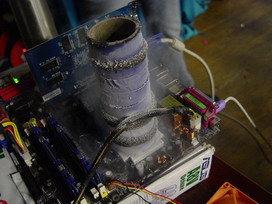
干冰和液氮制冷所需的器材较为简单,一个蒸发皿就足够了(可以用一根空心铜管与铜块焊接制成)。由于干冰和液氮温度过低,极易导致空气结露,这对电子元件有致命的损害,因此必须在蒸发皿外包裹隔热橡胶或海绵,以防空气中的水分冷凝于铜管表面,与此同时也能将蒸发皿内的低温与外界隔绝。
即便如此,在零下几十度的低温状态,就算蒸发皿外部包裹着隔温材料,结霜结露的状况依然无法避免。所以在实际操作前,可以先在周边的电子元件上涂抹一些泥状绝缘橡胶,以防元件瞬间损坏。尤其需要注意的是,如果操作中所使用的冷媒介为液氮的话,不要一次往蒸发皿中倒入过多的液氮,否则沸腾的液氮很可能会溢出蒸发皿,如果溅落在周边元件上,后果不堪设想。另外,由于温度过低,所以在往蒸发皿中放置制冷媒介时,应当佩戴手套,以防手指冻伤。
五、压缩机制冷
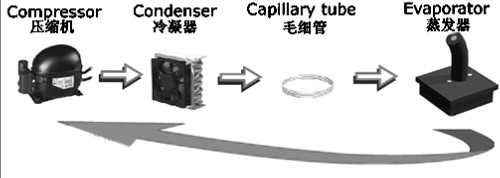
压缩机制冷其实还是利用了相变制冷的原理,但是相比上边介绍过的干冰和液氮简易的制冷方式,压缩机制冷要更加系统化,而且能够长久使用,因此也有人将压缩机制冷称为相变系统制冷。
压缩机制冷最早也是用于工业用途,它的最大特点就是能够将整个相态变化过程包含在一个以压缩机为主体的模式组里,冷媒介可以在压缩机里循环使用,解决了制冷的时效问题。
最早的PC制冷压缩机出现在2000年的COMPUTEX Taipei 2000展会上,当时这款压缩机尚属于概念型产品,由于造价昂贵,所以根本无法推广。如今面对PC的高发热量,越来越多的人开始把目光转向这种成本昂贵的散热方式。今年4月份,3Dmark05的最高分纪录连续被打破,这些测试所用的系统全部都是采用了压缩机制冷,由此可见,一体化的个人电脑制冷压缩机也有着一定的发展前景。
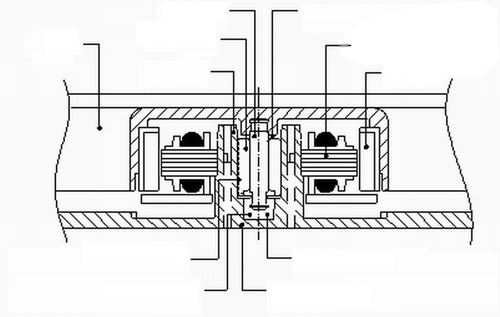
当前市场上制作相变制冷系统的有两家公司,一个是以生产Mach Ⅱ相变制冷系统为主的NVENTIV,另一个是生产WaterChill系列水冷和VapoChill系列相变制冷的Asetek,其中NVENTIV在2004年被ECT(Extreme Cooling Technology)并购。

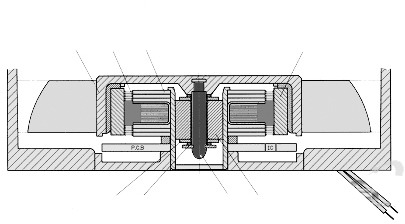
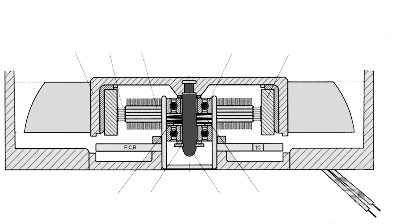
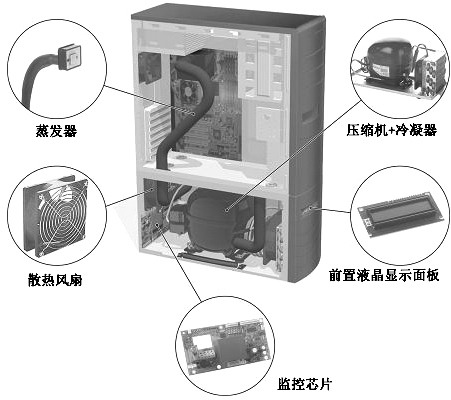
从ECT的压缩制冷机Mach Ⅱ的内部构造图可以看出,整个主机的下部就是压缩制冷机,实际的电脑主机立于压缩机之上,形成了一体化的结构。压缩机中,与CPU接触的部分叫做蒸发器(Evaporater),通过底部的铜块与CPU接触,传导热量。

当压缩机工作时,通常会将蒸发器的温度降低到零下70℃左右,如果与常态下的空气接触,产生结霜是必然的情况。所以蒸发器的安装必须牢固,除了需要用螺丝扣具外,还必须用沥青将蒸发器以及蒸发器与CPU之间的所有缝隙全部涂抹堵塞,以防结霜时水滴漏出,导致硬件损坏。
正常工作状态下,这款Mach Ⅱ压缩机制冷机能够将频率为4760MHz的Intel Pentium 4 3.4GHz Prescott的温度稳定在摄氏-58度,几乎能够媲美液氮散热效果,而稳定性更是令人放心。
一体化的电脑制冷压缩机不论在散热能力,整合程度,或是稳定性上都比较为完善,唯一致命的就是售价过于昂贵,比如这款Mach Ⅱ GT的售价为622英镑,折合成人民币约为7300元。
虽然压缩机制冷在个人电脑领域是一种面向高端的散热方式,但它依然有市场和用户群,未来桌面处理器的功耗实在不可预测,随着散热器制造工艺的改进和成本的降低,或许有一天,压缩机制冷真的会成为大众用户也能够接受的散热方式。
写在最后
综合来看,目前主流的散热技术仍以风冷为主。伴随金属加工工艺的日益成熟,风冷散热器的造型比几年前已经有了很大改观,单一的纯铜、纯铝的梳状鳍片结构濒临淘汰。与之相对应,铜铝结合的材料被广泛使用,宽大、层叠或是放射性结构的散热器经受了实践的检验。在风扇方面,大尺寸、低转速的产品以高风量低噪音的优势而得到认可。未来,风冷散热器会继续向大型化、静音化方向发展。
热管技术其实是为了提升风冷散热器的热传递速度,仍属于风冷技术的一个补充。目前很多高端散热器都采用了热管技术,在未来热管技术肯定还会进一步发展,热管甚至会成为风冷散热器的基本组成部分之一。
液冷散热器的性能虽然大大强于风冷,但它最大的不足就是安全性欠佳和安装麻烦,因此如果液冷散热技术朝着稳定、简单易用的方向发展,液冷散热也许会成为PC的主流散热方式。
由于干冰、液氮与压缩机制冷方法并不实用,只在少部分狂热的超频玩家中流行,因此推广较难。
其实,CPU的散热效果不仅取决于散热器,也和机箱的整体散热性能有关。只要机箱散热合理,采用性能比较普通的风冷散热器,也是能够满足日常应用的。